


/ ブラスト
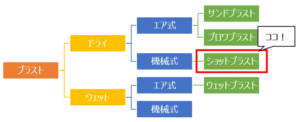
ショットブラストとは「研磨材」「加工素材」「種類」
| ■ショットブラストとは | ||||
| ブラスト処理とは加工物の表面に粒子状(ex. 砂など)の研磨材を吹き付け加工物表面を粗く削る処理方法ですが、その中でショットブラストはモーターで羽根車を回転させ、その遠心力を使って粒子を投射する工法のため、ドライ/機械式のブラストに分類されます。 | ||||
| 今回はショットブラストで使われる研磨材の種類、加工対象の素材、ショットブラストの種類などについてのお話です。 | ||||
 |
||||
| 1.研磨材の種類 | ||||
| ブラストの研磨材の種類は大きく9系統に分類され、それぞれ独自の特徴があります。 | ||||
| 独自の特徴については別のブログにて記載します。 | ||||
| 樹脂系(ナイロンなど) | ||||
| 植物系(くるみの殻など) | ||||
| アルミ系 | ||||
| 亜鉛系 | ||||
| 銅系 | ||||
| 鉄系 | ||||
| ステンレス系 | ||||
| ガラス系 | ||||
| セラミック系 | ||||
| ※研磨材は、研削材、メディア、投射材、ビーズ、ショット、玉、砂というような呼ばれ方をすることもあります。 | ||||
| 2.対象素材 | ||||
| ブラスト処理を行う加工物は下記のような素材が対象で、ブラストを行う対象物のことをワークと呼ぶこともあります。 | ||||
| 金属 | ||||
| セラミック | ||||
| ガラス | ||||
| プラスチック | ||||
| ゴム | ||||
| 3.ショットブラストの種類 | ||||
| 自動ショットブラストマシンには、「ローラーコンベア式」「ハンガー式」「テーブル式」「ドラム式」「エプロン式」など様々な種類があります。 | ||||
| 弊社が保有するショットブラストは「ハンガー式」「テーブル式」「ドラム式」「エプロン式」です。 | ||||
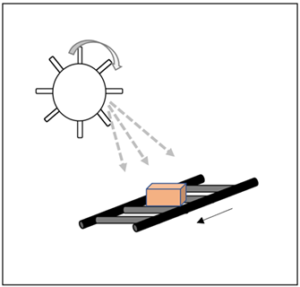
| 〇ローラーコンベア式 | ||||
| ローラーコンベア上にワークをのせて低速で移動させながらショットブラストを行うことができます。 | ||||
 |
||||
| メリット | ||||
| ・長尺物、鋼板などのショットに適している。 | ||||
| ・上下同時にショットを行うことも可能。 | ||||
| ・ワークに打痕疵や噛み込み疵がつかない。 | ||||
| デメリット | ||||
| ・クランクシャフトなど複雑形状には向かない。 | ||||
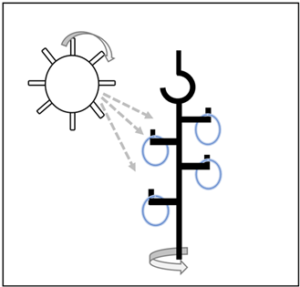
| 〇ハンガー式 | ||||
| 回転フックに製品を吊り下げ、自動で回転させながらショットブラスト加工を行うことができます。 | ||||
 |
||||
| メリット | ||||
| ・短時間でムラのない仕上げ加工ができる | ||||
| ・リング状部品、小型クランクシャフト等に最適である | ||||
| ・ワークに打痕疵や噛み込み疵がつかない | ||||
| デメリット | ||||
| ・ワークの反転作業が必要になる場合がある | ||||
| ・長尺や大型の製品には向かない | ||||
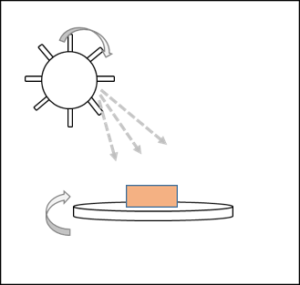
| 〇テーブル式 | ||||
| 自動回転するテーブルの上にワークをのせてショットブラストを行うことができます。 | ||||
 |
||||
| メリット | ||||
| ・テーブルの上に対象物を並べて処理を行うため、ワーク同士の打痕疵や噛み込み疵がつかない | ||||
| ・大物品や重量品のショットに最適な方式である | ||||
| デメリット | ||||
| ・テーブルに接地している面にはブラストができないため、ワークの反転作業が必要になる場合がある。 | ||||
| ・ワークの形状によっては、投射材のムダうちが発生しやすい。 | ||||
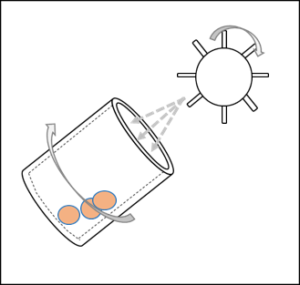
| 〇ドラム式 | ||||
| 回転するドラムの中に対象物を入れて、自動的に撹拌しながらブラスト加工をします。 | ||||
 |
||||
| メリット | ||||
| ・小物、薄物部品の処理に最適 | ||||
| ・攪拌性に優れ、均一な仕上がり | ||||
| デメリット | ||||
| ・ワークに打痕疵が発生することがある。 | ||||
| 〇エプロン式 | ||||
| キャタピラ式のエプロンにワークを投入し、自動的に撹拌しながらブラスト加工をします。 | ||||
 |
||||
| メリット | ||||
| ・小物、中物の大量ショットに最適 | ||||
| ・投射材のムダ打ちが少なく、ランニングコストに優れる | ||||
| デメリット | ||||
| ・ワークに打痕疵や噛み込み疵が発生することがある。 | ||||
| ・投射時間が十分でないと、研掃ムラが発生することがある。 | ||||
| 4.まとめ | ||||
| ショットブラストにも様々な種類があり、良い点・悪い点があるので加工物の大きさ、材質、得たい効果などから最適な機械や研磨材を組み合わせる必要があります。 | ||||