


鋳造の特徴・メリット・デメリットを徹底解説

この記事では次の内容をまとめています。
・鋳造の特徴・鋳造のメリット
・鋳造のデメリット
鋳造で金属加工をしようと考えている方が知っておくべきことを全てまとめました。
鋳造の特徴
鋳造は金属の加工方法の1つです。
世界最古の方法と言われ、その歴史は紀元前4000年前まで遡ります。
金属を溶かし、型に流し込み、冷やして固めることで成型します。
この型は鋳型と呼ばれます。また、金属を溶かすことを溶解、溶けた金属を溶湯、固まることを凝固と呼びます。
鋳造ができる金属は鋳鉄、銅合金、チタン合金、アルミニウム合金など、様々なものがあります。
自動車部品、飛行機部品、マンホールなど非常に幅広い製品に使われています。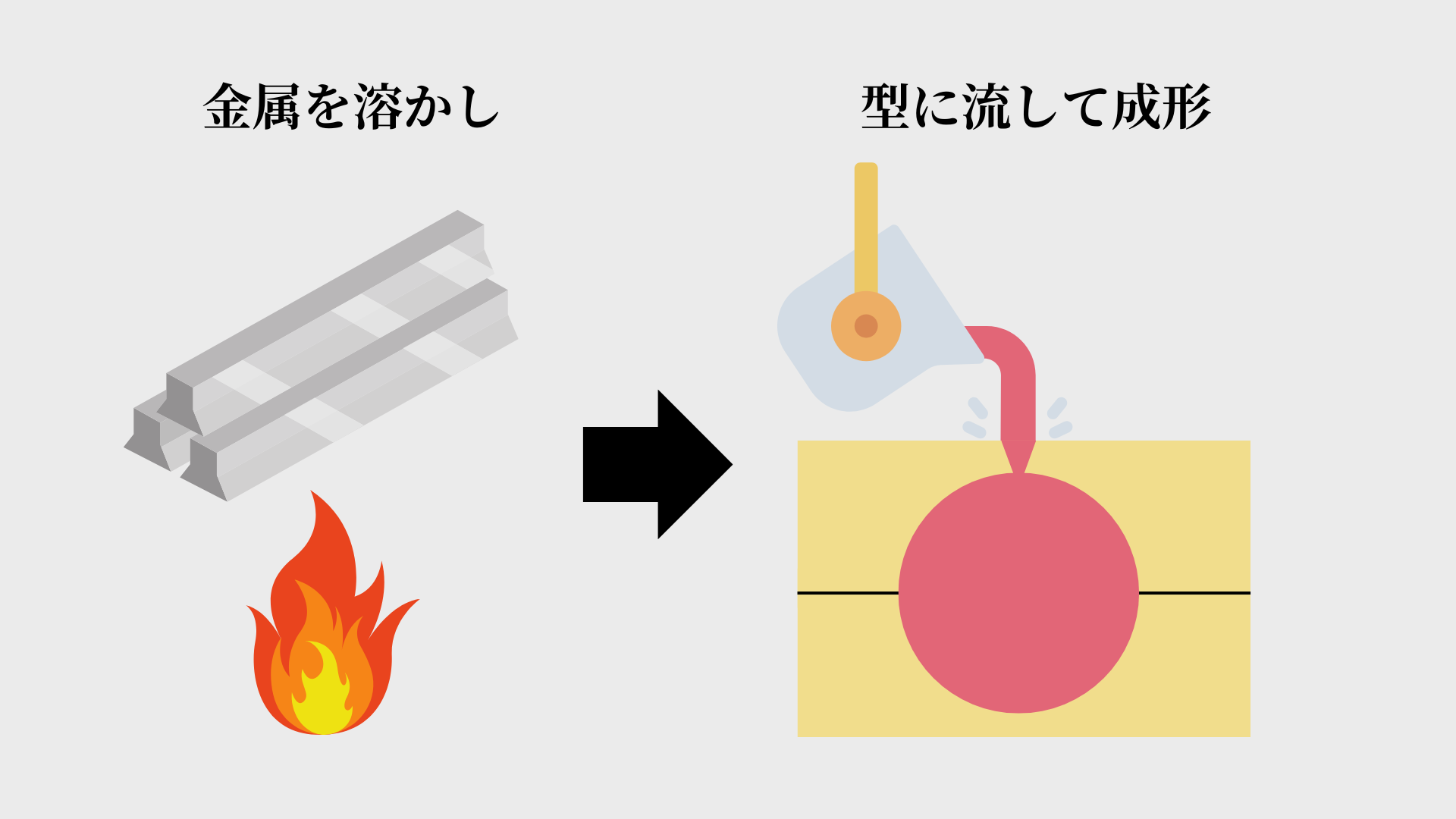
鋳造のメリット6つ
この章では金属加工に鋳造を用いるメリットをご紹介します。
大量に生産できる
型を繰り返し使えるタイプの鋳造では、一度型を作ってしまえばあとは金属を流し込んで取り出す作業を繰り返すだけなので、大量生産しやすいのがメリットです。
数百万もの生産に対応できる場合もあります。
また、同じ型を使うことから、寸法や形に差が出ません。
ただし、生産できる数は業者の設備や人手にもよるため、大ロットを希望する方は打ち合わせの際に対応可能かどうかを尋ねましょう。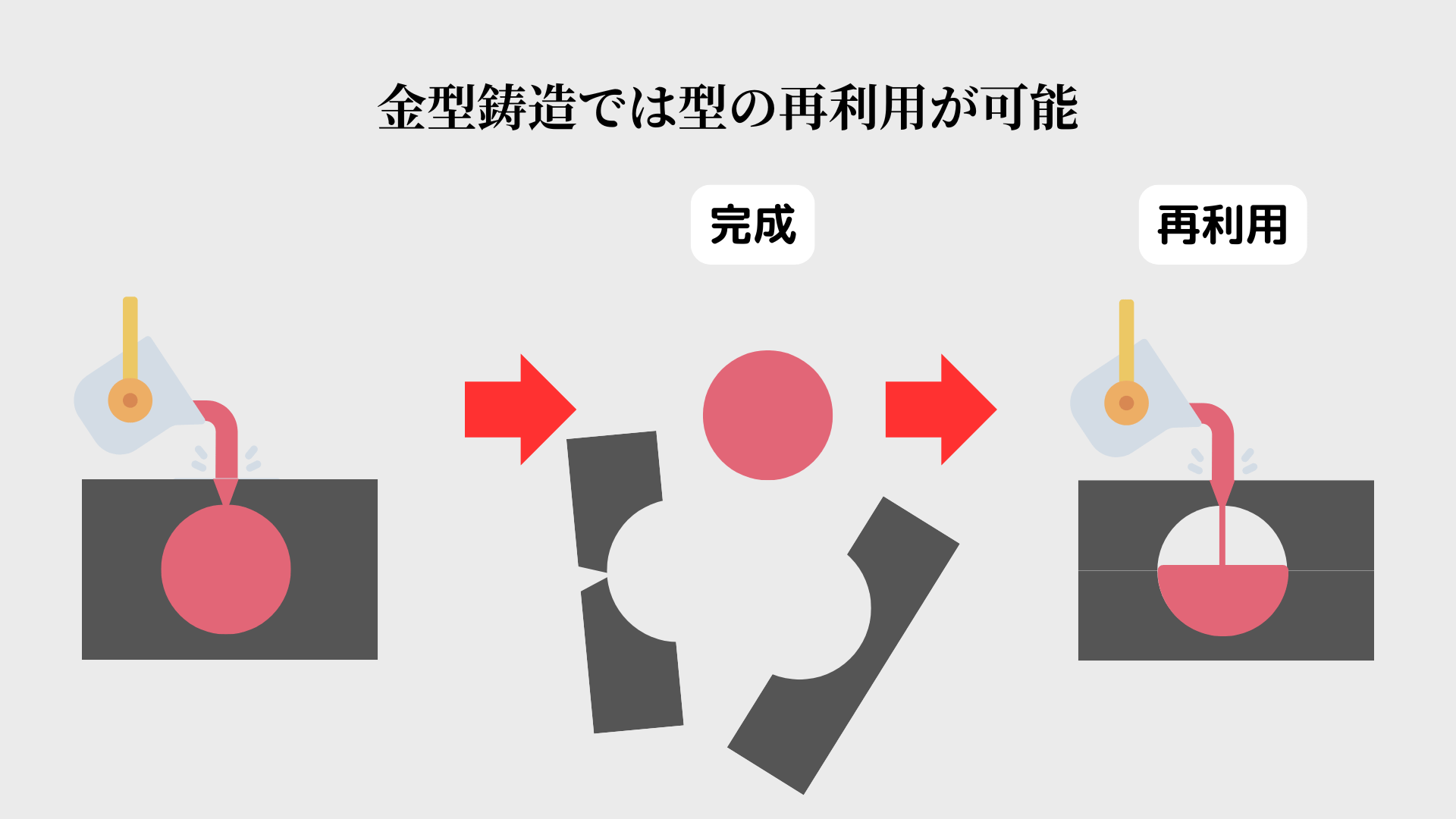
時間とコストを抑えられる
鋳造は型を作り、金属を流し込み、取り出し・・・と工程が至ってシンプルで少ないため、製造に時間があまりかかりません。
そのため、注文数が多くても比較的早くに納品されます。
また、かかる時間が少ないということは、それだけ作業に当たる人の数も稼働時間も少なくなるため、人件費が浮き、コストも削減できます。
形の自由度が高い
鋳造の大きなメリットは自由に形状を作れることです。
複雑な形状のものでも、一度型を作ってしまえば大量生産できます。
また、鋳造の種類によっては薄いものやデザイン性の高い形状も作ることができます。
一方で、切削加工の場合は曲線があるものや、空洞があるものは作りにくかったり、製作が不可能だったりします。
こうした理由から、複雑な形状の製品を作りたい場合は鋳造が合っているでしょう。
鋳造の細かいやり方には様々な種類があり、それぞれ得意とする形があるので、希望する形状に対応できるやり方を採用している企業を探しましょう。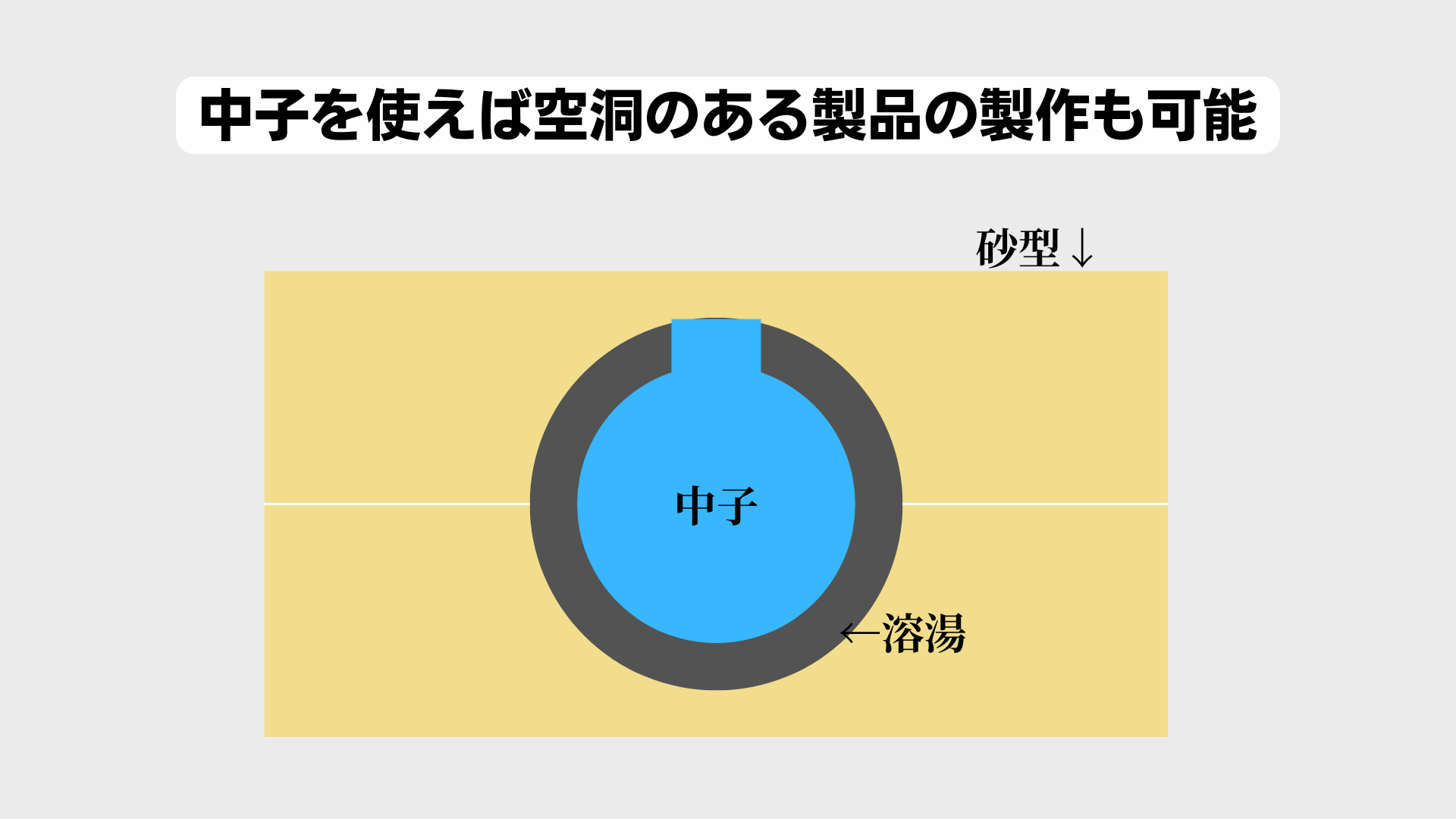
大きさの自由度が高い
小型のものから大きなものまで作れます。
例えば、大仏のような人間より遥かに大きいものも鋳造で作られます。
一方で、機械の細かいところに使われるような小さな部品も同様に作れます。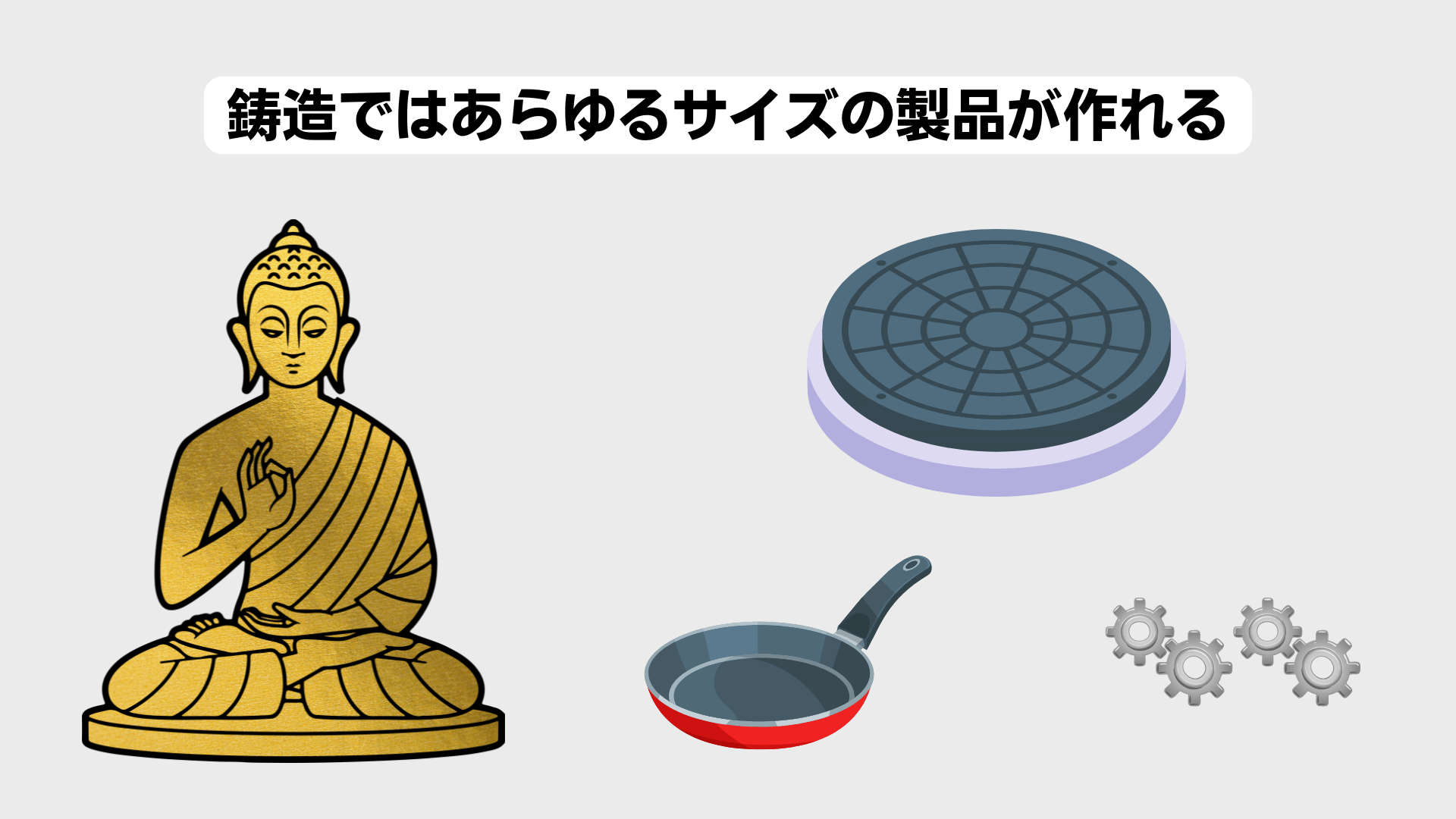
材料の自由度が高い
鋳造は様々な材料を使うことができます。
溶かせる金属や合金であれば基本的に加工できるためです。
例えば次のようなものです。
・鋳鉄
・鋳鋼
・銅合金
・アルミニウム合金
・チタン合金
・すず
・金
元の金属はそれぞれ特徴が異なります。
そのため、完成した製品もその金属の特徴を受け継ぎます。
例えば、次のような特徴があります。
鉄:耐久性が高い
アルミニウム:軽い
ステンレス:錆びにくい、硬度が高い
銅:電気や熱を通しやすい、光沢がある
チタン:軽い、耐食性に優れている
リサイクルできる
鋳物(鋳造によって作られた製品)は再度、溶解させて鋳造し、新しい製品に生まれ変わらせることができます。
つまり、リサイクルが可能で環境に優しいです。
鋳物の買取業者に有価物として有料で買い取ってもらえることもあります。
もしも製品が不要になったときはぜひ環境に優しい処分方法を考えましょう。
鋳造のデメリット5つ
この章では金属加工に鋳造を用いるデメリットをご紹介します。
寸法不良が起こることがある
鋳造では寸法不良が発生することがあります。
例えば、型の設計時にミスがあると、当然、完成した製品の寸法は予定していたものとは異なります。
この場合は型の設計の工程からやり直さなくてはいけません。
また、型に流し込んだ金属が固まるまでの工程でミスがあり、寸法不良を起こすこともあります。
未充填の発生
鋳造はその加工方法の性質から、他の方法にはない独特の欠陥が生じやすいです。
ここからは鋳造で発生しやすい主な欠陥をご紹介します。
まずは未充填です。流し込んでいる間に溶湯の温度が低くなり、最後まで充填できないことを指します。
充填時間が長いと発生しやすいです。
ひけ巣の発生
溶湯が型の中で凝固する際に収縮することで、製品の表面に凹み、または内部に空洞ができることです。
表面の凹みは「外ひけ巣」、空洞は「内ひけ巣」と呼ばれることもあります。
空洞や凹みがあると、製品の性能は落ち、強度を下げてしまいます。
溶けた金属は冷えて凝固する際に収縮しますが、適切に工程をこなしていればひけ巣の発生は防ぐことができます。
ひけ巣は型に流し込んだ金属の量が十分でない場合にも起こることがあります。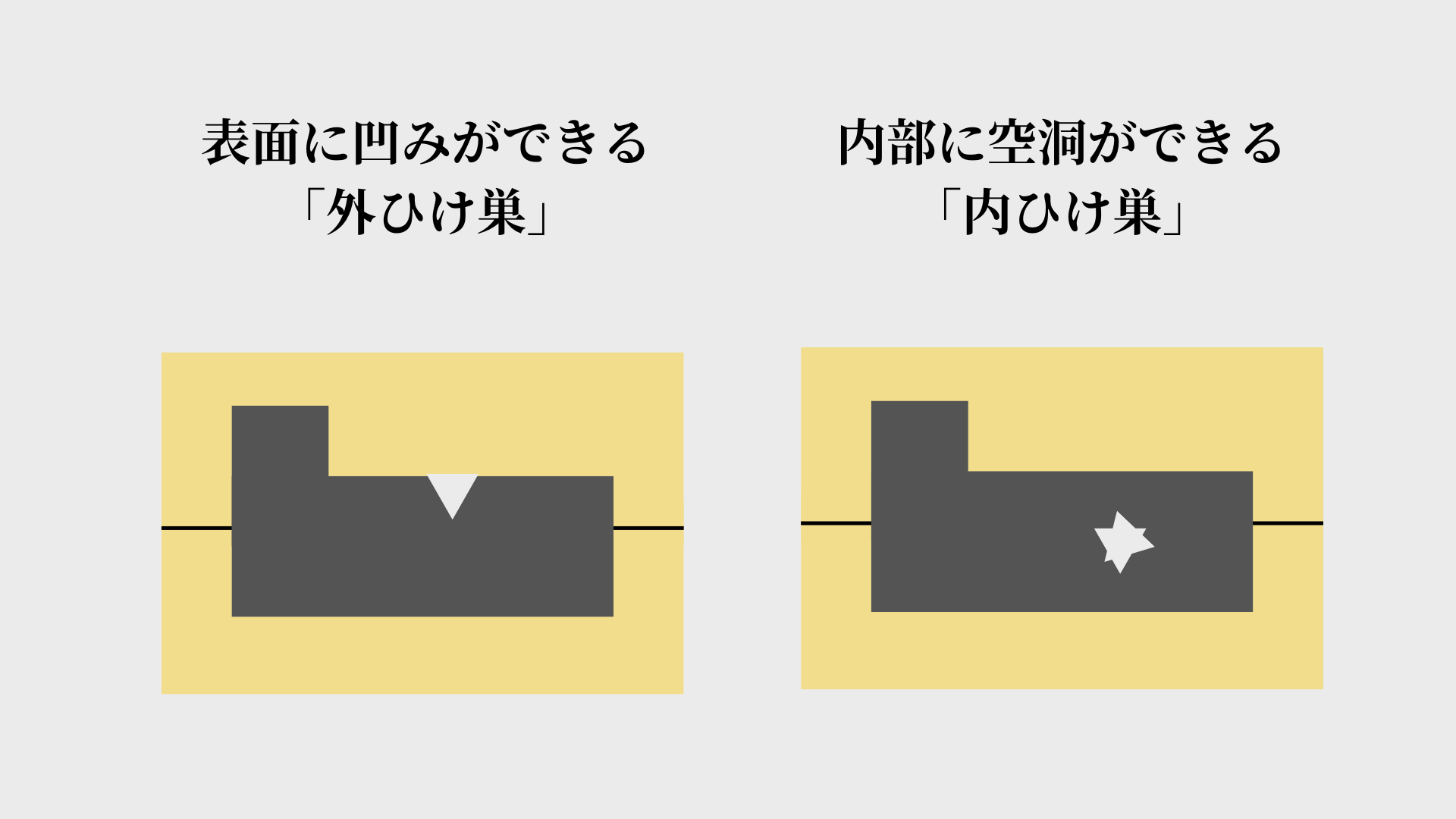
ひずみの発生
凝固してから温度が下がるまでの過程でひずみが発生することがあります。
こちらも金属の収縮する性質が原因で起こります。
また、部位によって冷えるペースが異なることで発生することもあります。
薄い部分ほど速く冷え、厚いところは完全に冷えるまで時間がかかります。
そこで、冷却する際の置き方を形状に合わせて変えるといった対策を行うことで、ひずみの発生を防ぐことができます。
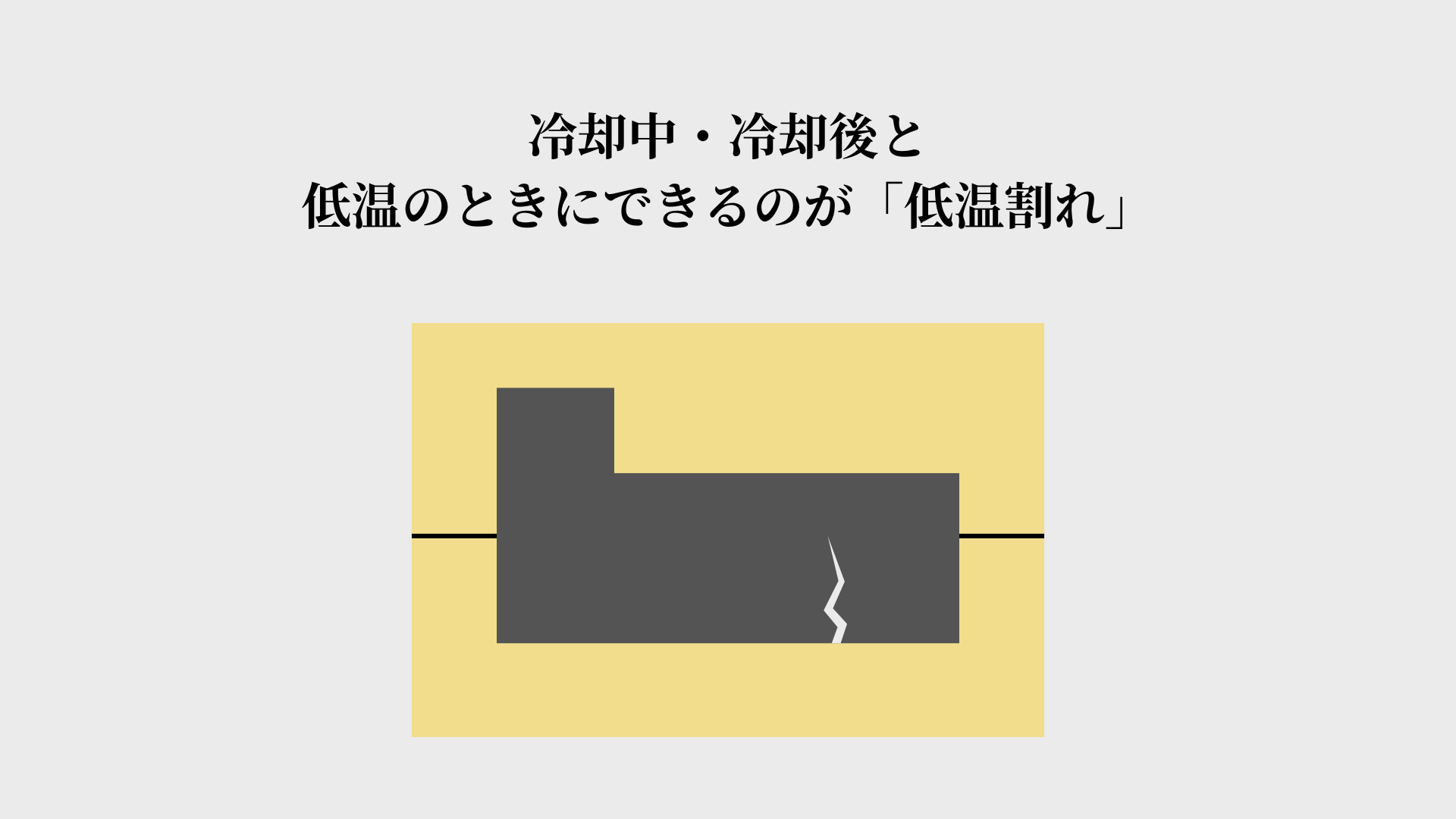
低温割れの発生
常温に近い温度まで下がった際に部位によって冷えの程度が違うことで割れや亀裂が発生することがあります。
対策の1つとしては、型を分割できるように作っておき、場所によって適切なタイミングで取り除くという方法があります。
このように鋳造では金属の性質が原因で様々な欠陥が生じ、不良品が発生しやすいので、技術の高い業者に依頼すると安心です。
鋳造の工程5ステップ
この章では鋳造の大まかな工程を5つのステップに分けてご紹介します。
造型工程
金属を流し込む型を作ります。
ここで採寸を間違えていると製品も寸法不良となり、大量に廃棄が発生する原因になるため、慎重に、正確に作ることが求められます。
型は砂型、金型など、様々な種類があり、同じ鋳造でも型の種類によってさらにメリットやデメリットが異なります。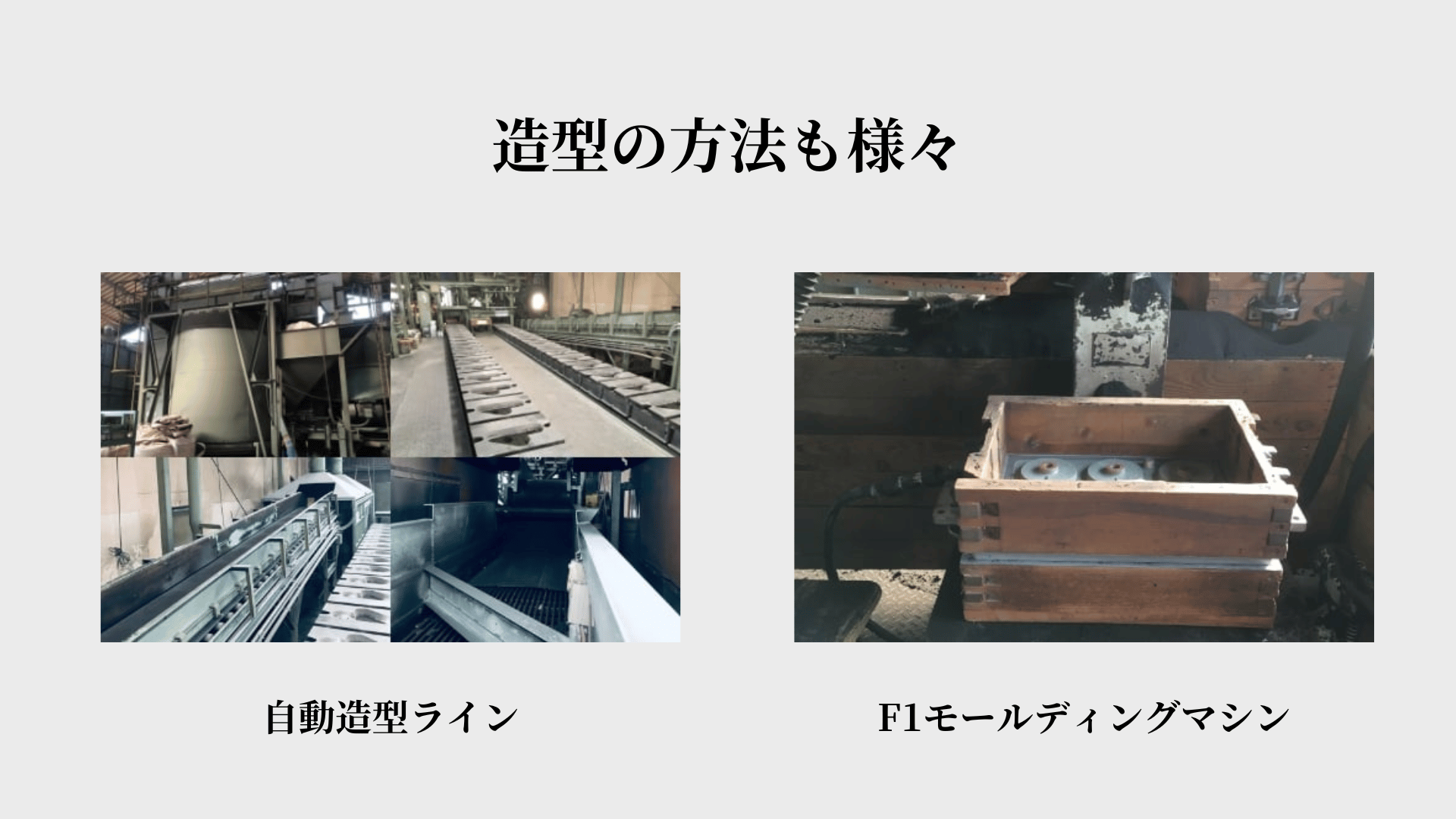
溶解工程
原料となる金属を高温で溶かして液体状にします。
原料はスクラップや前の鋳造で発生した余りなど様々です。
ここで不純物を取り除いたり、成分を調整したりして、理想的な溶湯に仕上げます。
鋳込工程
溶湯を型に流し込みます。
このとき、金属の温度が低くなると未充填の原因になるため、温度を維持し、且つ、スピーディーに注ぐことがポイントになります。
また、適切な量を流しこむことも綺麗に仕上げるために欠かせません。
後処理工程
冷やしてしっかり固めます。固まったら鋳型を外します。
このとき、製品に砂やバリが付いているため、ショットブラストで除去します。
ショットブラストとは粒状の投射材を吹き付けて表面を削る加工方法です。
仕上げ工程
機械加工をして最終仕上げを行います。
業者によってはこの後に塗装まで行う場合もあります。
機械加工、塗装、組み立て、検査といった鋳造以外の工程も対応しているかどうかは業者によって異なるので問い合わせてみましょう。
まとめ
鋳造は型に液体状にした金属を流し込み、固めて成型する加工方法です。
鋳造には様々な種類があることから、形、大きさ、材料の自由度が高いため、非常に便利です。
一方で、金属は冷える際に収縮を起こす性質を持つため、欠陥が起こりやすいというデメリットもあります。
ただし、欠陥はきちんとした工程を経れば発生を防げるため、技術力のある業者に依頼すると安心です。
ブログ一覧へ