


鋳造方案とは?設計の流れやポイントをご紹介

この記事では次の内容をまとめています。
・鋳造方案とは?
・鋳造方案設計の大まかな流れ
・鋳造方案に関係する名称
鋳造を成功させて鋳物の精度を高くしたい方が知っておくべきことを全てまとめました。
鋳造方案とは?
鋳造おいて溶湯(金属を溶かして液体状にしたもの)を鋳型の中に注ぎ込む工程の設計や企画を行うことです。
鋳造方案は非常に大事なものです。
なぜなら、鋳造では製品に不良が発生しやすいからです。
溶湯の温度や注ぎ込むスピードが原因で不良が生じることが多いため、鋳込みの工程を最適な方法で行えば不良品の発生を防ぐことができます。
具体的には、
・溶湯を型の隅々まで行き渡らせる
・先に入れた溶湯が冷却し、鋳込みの途中で固まるのを防ぐ
・速すぎず、遅すぎないスピードで入れる
このようなことを目指します。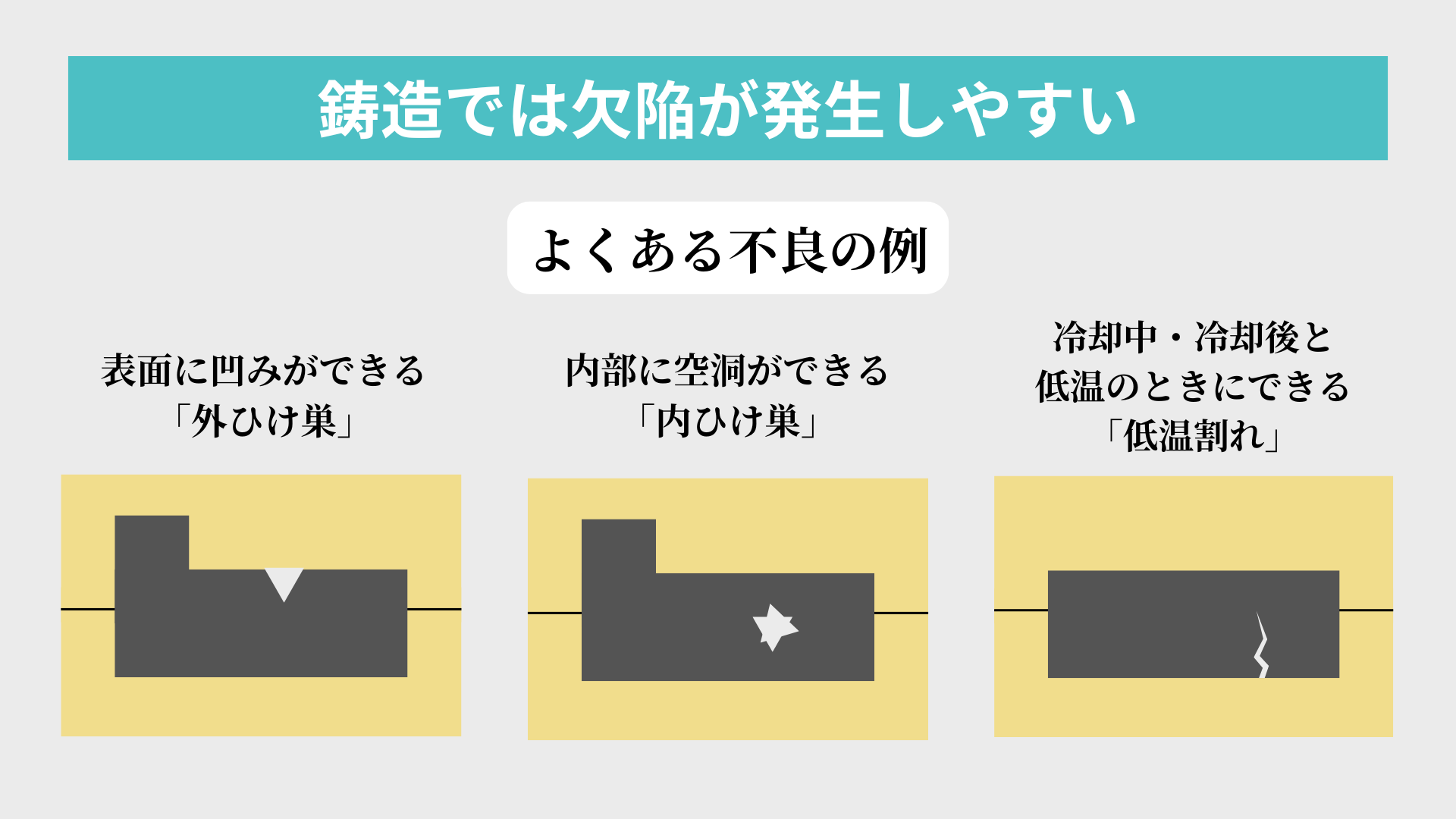
鋳造方案設計の大まかな流れ
この章では鋳造方案を設計する際の大まかな流れをご紹介します。
図面の確認・理解
まず、図面を確認し、これから製作する製品について理解を深めます。
図面には製品の形状、大きさ、材質などが書かれており、精度の高いものを作るためにはこれらを把握しつつ、適切な製造プロセスを構築することが欠かせません。
鋳造姿勢の設定
型の天地や割面の決定などを行います。
型を作るとき、ただ寸法通りのものを作るだけでは不十分です。
なぜなら、どのような向きで型を製作するかによって欠陥が発生する確率が変わるためです。
そこで、欠陥が発生する可能性をできるだけ減らせる方法を追求する必要があります。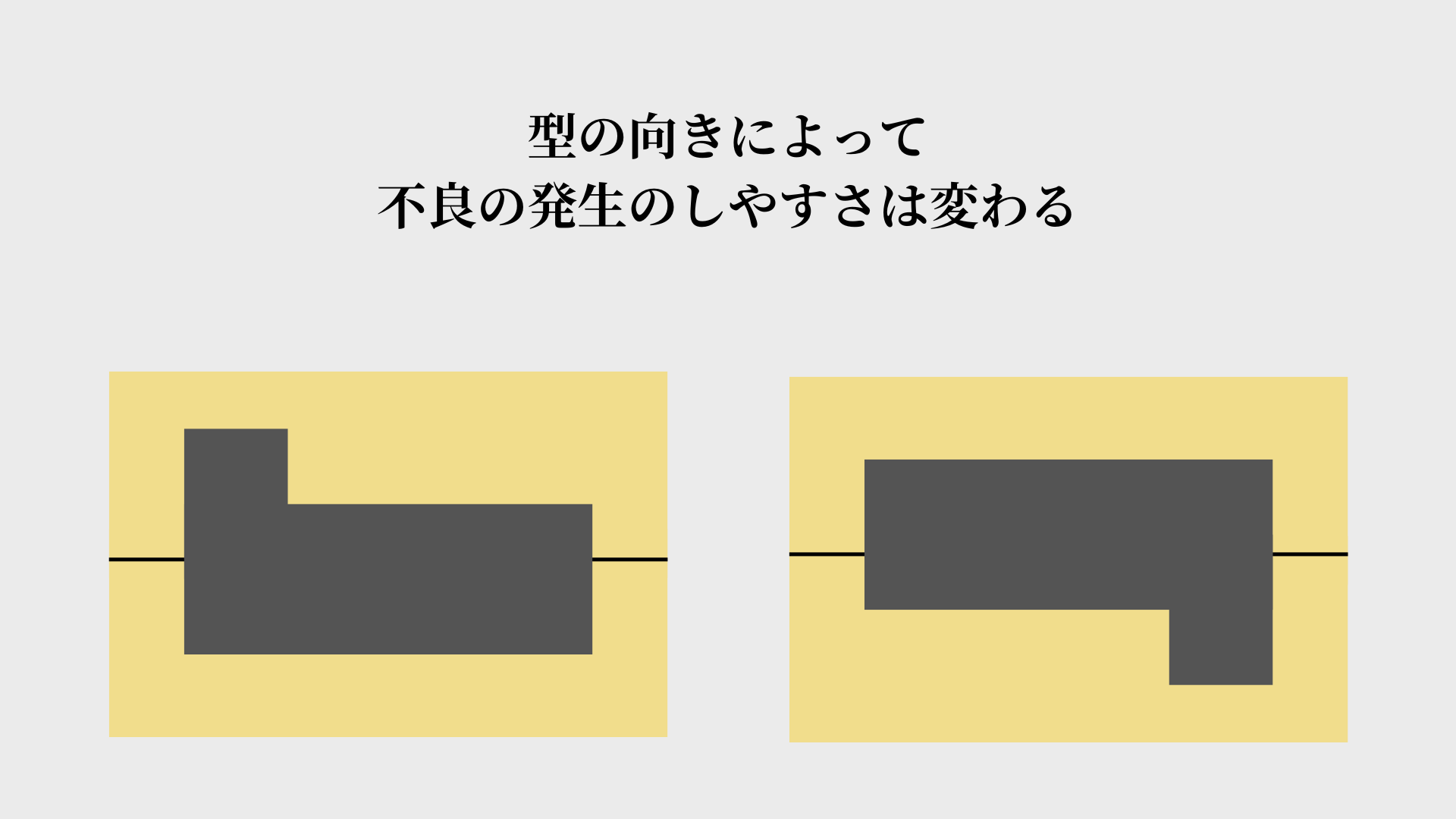
押湯の設計
押湯とは鋳込作業の最後に溶湯を足すためにつけられる湯だまりのことです。
押湯が必要な理由は金属の特性にあります。
溶湯は温度が下がると凝固し、収縮します。
すると、型いっぱいに入れたつもりでも金属は型よりも小さくなり、ひけ巣という欠陥が生じてしまいます。ひけ巣とは金属の表面に凹みができたり、内部に空洞ができる欠陥のことです。
それを防止するため、押湯を設置し、最後に溶湯を補給します。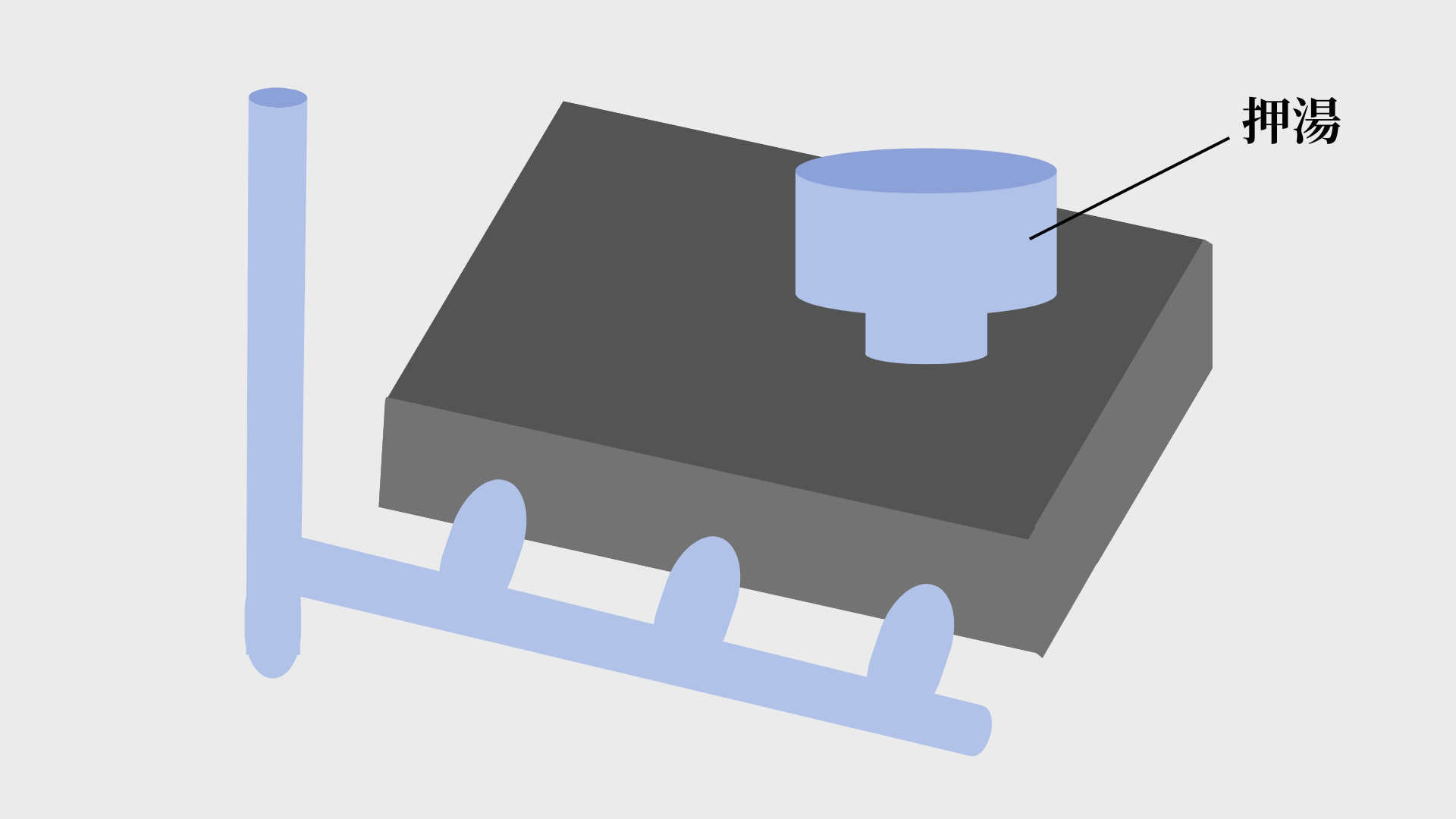
湯口・湯道の設計
溶湯が型に注がれるまでの経路は「湯口」、「湯道」、「せき」と細かいパーツに分かれています。
その経路全体をまとめて「湯口」と呼ぶケースもあります。
このプロセスでは溶湯が満遍なく型の中に行き渡るように設計し、湯境などの欠陥を起こさないために工夫することが求められます。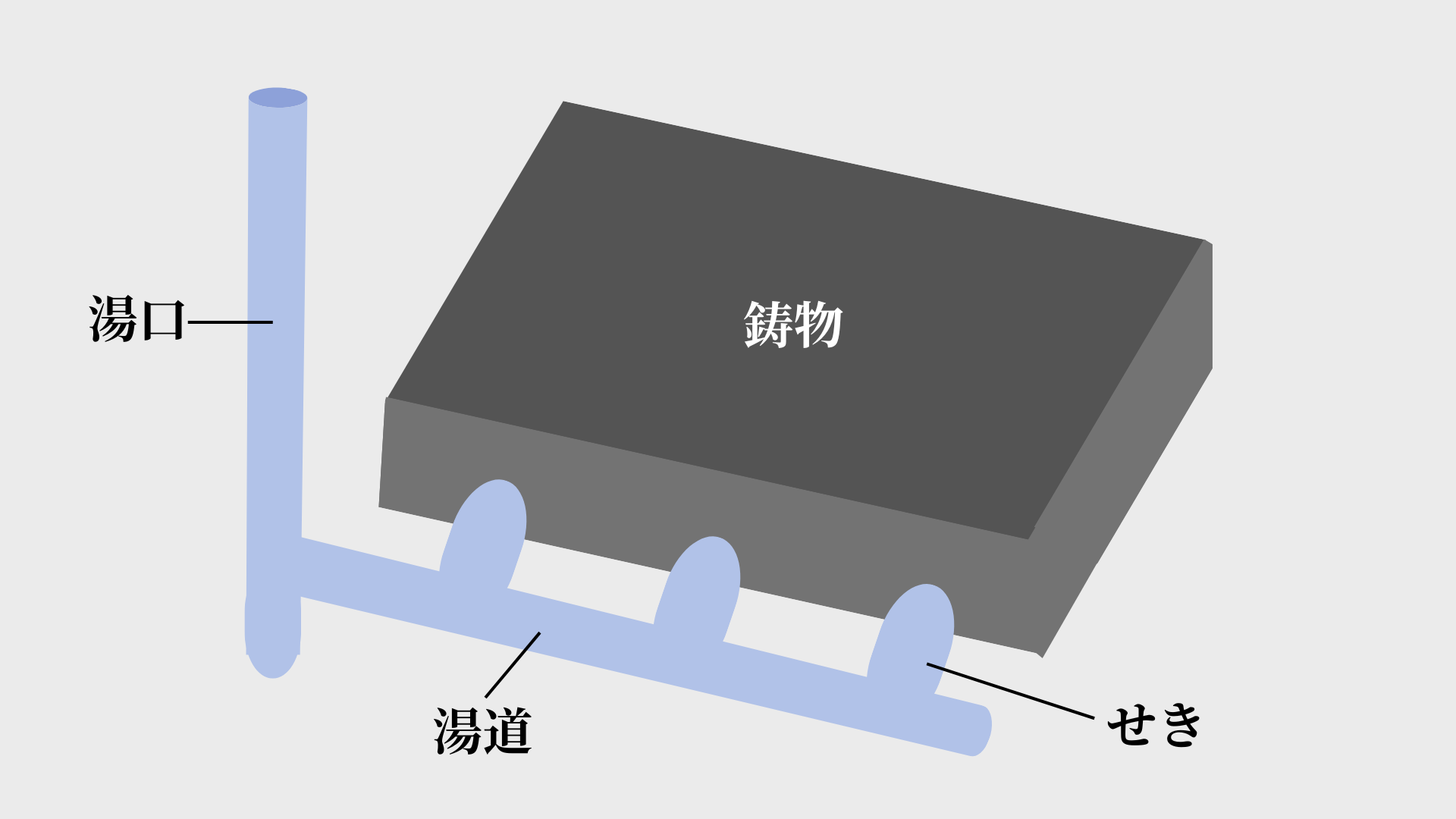
シミュレーション
適切な設計ができているかを確認するために専用のシステムを用いてシミュレーションを行います。
このシミュレーションでは凝固や湯流れの様子を予測することができます。
シミュレーション後は結果に応じて修正を行います。
シミュレーションを徹底して行うことで次のようなメリットがあります。
・試作品作成にかかる時間の短縮
・試作コストの削減
・材料費の無駄が減る
鋳造方案に関係する名称10個
この章では鋳造方案に関連する名称をご紹介します。
鋳造姿勢
鋳型の天地のことです。どのような向きで型を作るかによって湯流れの様子や仕上がりが変わるため、非常に重要なポイントです。
押湯
先ほども触れたように、鋳込の最後に溶湯を補給するために設けられる湯だまりです。
効果を出すにはつける位置や大きさが重要です。
また、押湯は最後には外すものなので、取り外しやすさも考えて設計する必要があります。
押湯は金属が収縮することで発生するひけ巣を防ぐ以外にも、鋳込が終わるタイミングで静圧を与えてガスを取り除くという働きもあります。
湯口
型に溶湯が入るまでの経路全体を指す場合もありますが、細かく分けると、溶湯の入り口から垂直に伸びる部分を湯口と呼びます。
湯口の一番下の部分は落ちてきた溶湯がぶつかるため壊れやすいです。
そのため、製作の際に強度の高い素材を用いるなど、工夫が必要です。
湯だまり
湯口の上に付けられるもので、
・ノロやカスを浮かせて型の中に入らないようにする
・溶湯を静かに湯口の中に入れる
このような役割があります。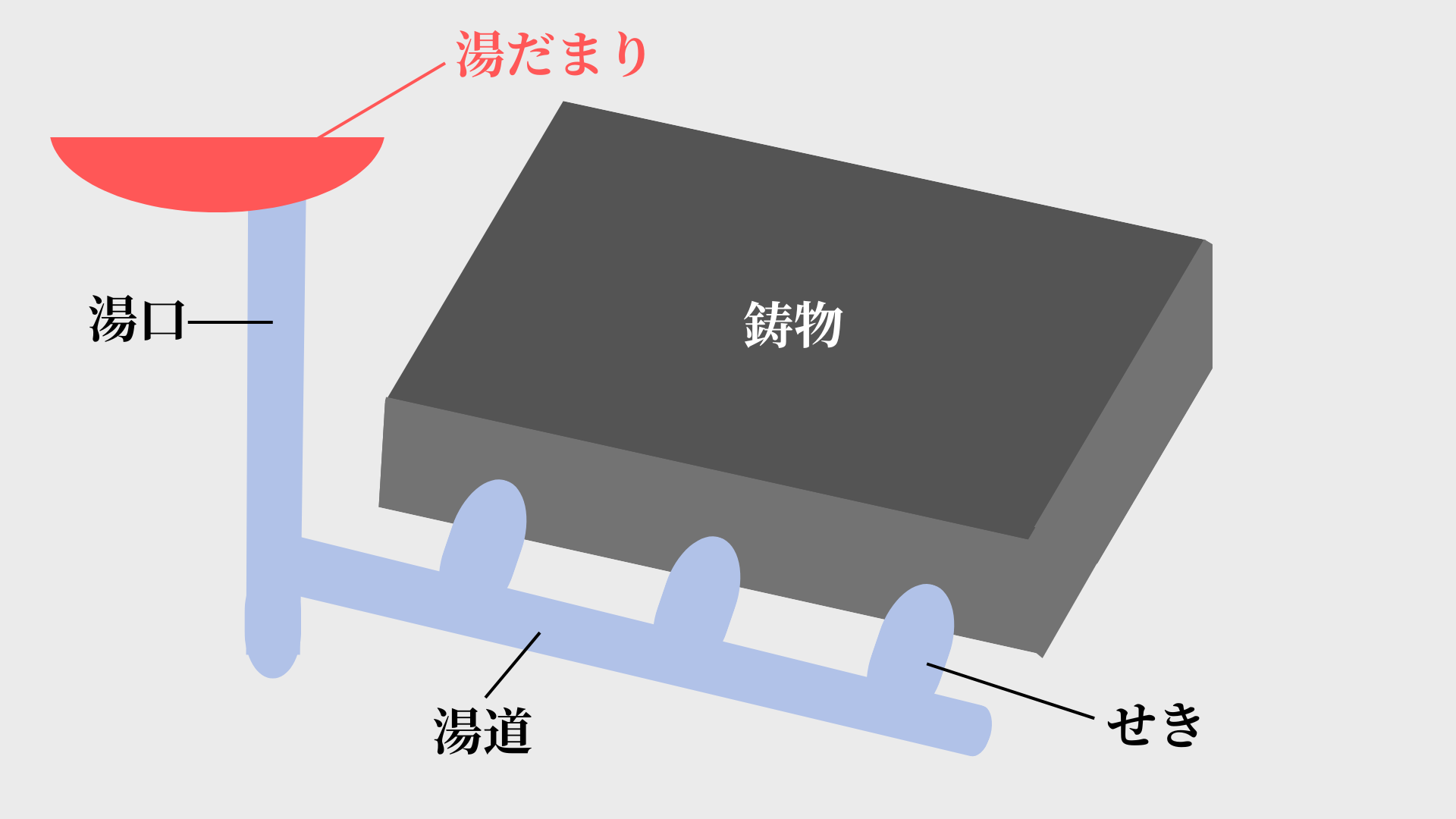
湯口底
湯口の底のことで、水平な湯道へと続くため、ここから溶湯の流れが大きく変わります。
垂直に落ちてきたスピードのある溶湯がぶつかる場所で、何もしないと湯口底で溶湯が飛散します。
そこで、溶湯に形状をつけることで湯道にスムーズに流れるようにします。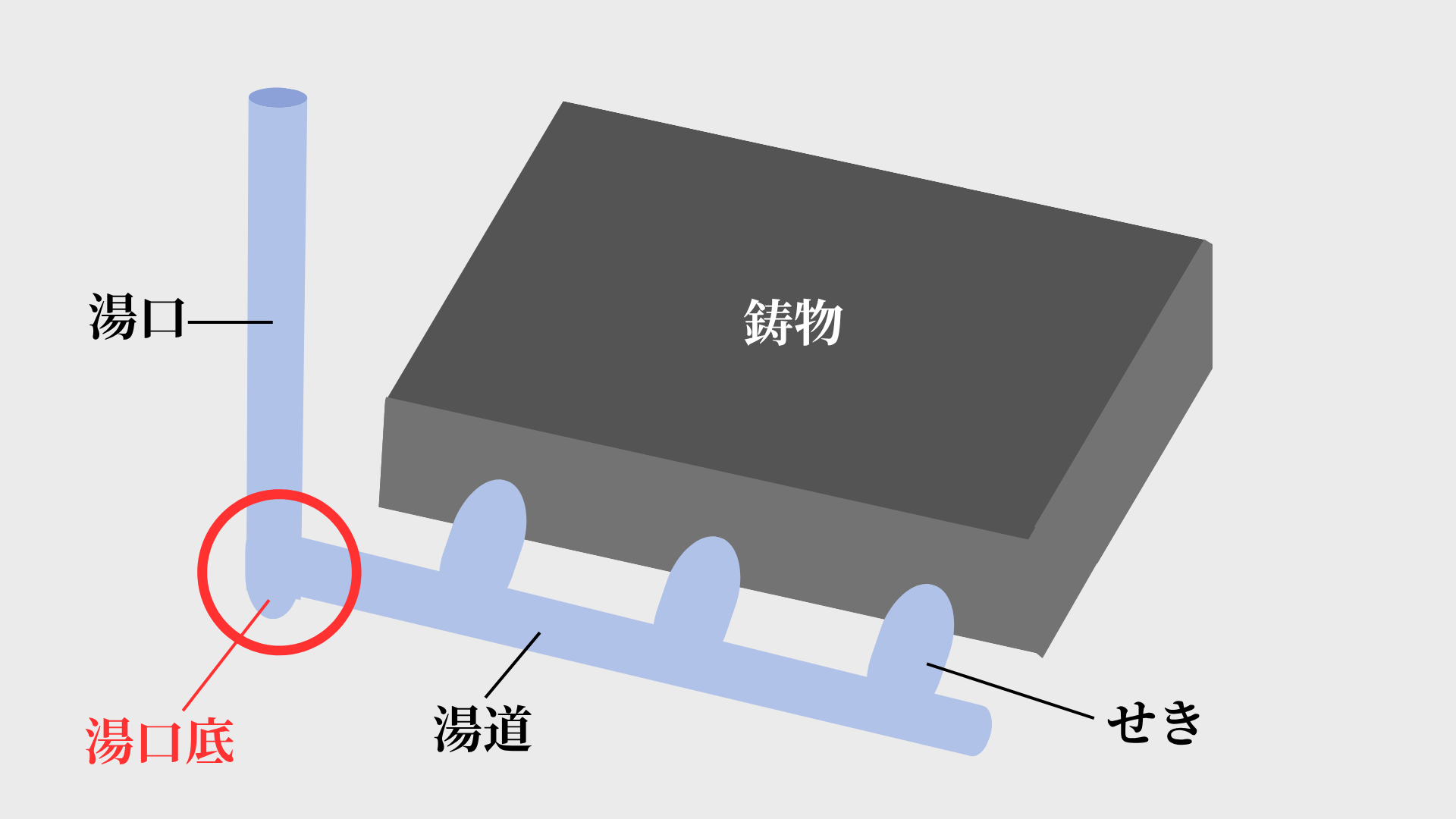
湯道
湯口の底から続く水平の経路です。
湯道の先端にカスを溜める場所を作る場合があります。
湯口では勢いよく溶湯が移動するのに対し、湯道ではゆっくりと移動します。
せき
湯道から鋳型へと溶湯を流し込む部分です。
せきは1つとは限らず、製品の形状や鋳造条件によって数が変わります。
また、形も平らなもの、丸みがあるものなど、様々な種類があります。
揚がり
型の上部についているパーツで、
・鋳込中に溶湯や鋳型から発生したガスを吐き出す
・溶湯が鋳型内に行き渡ったことを確認する
これらの役割があります。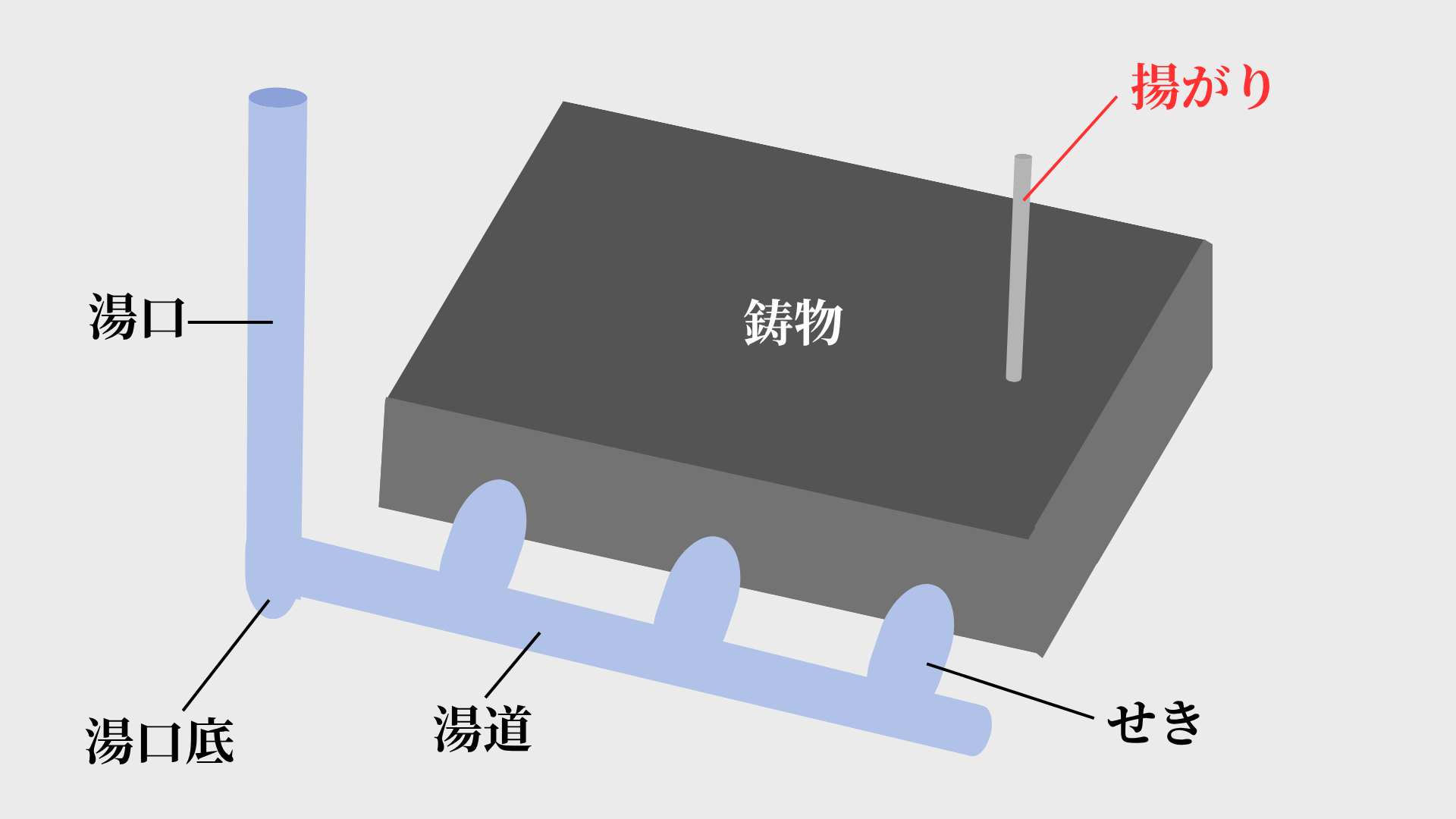
冷やし金
金属の一部に差し込んだり、当てたりして冷却の速度を速めるものです。
冷やし金はひけ巣が発生しやすい部分に使用し、内部の熱を奪います。
ただし、あまりに厚い部分に使用すると、内部まで冷やすことができず、却って冷却のムラを作る原因となります。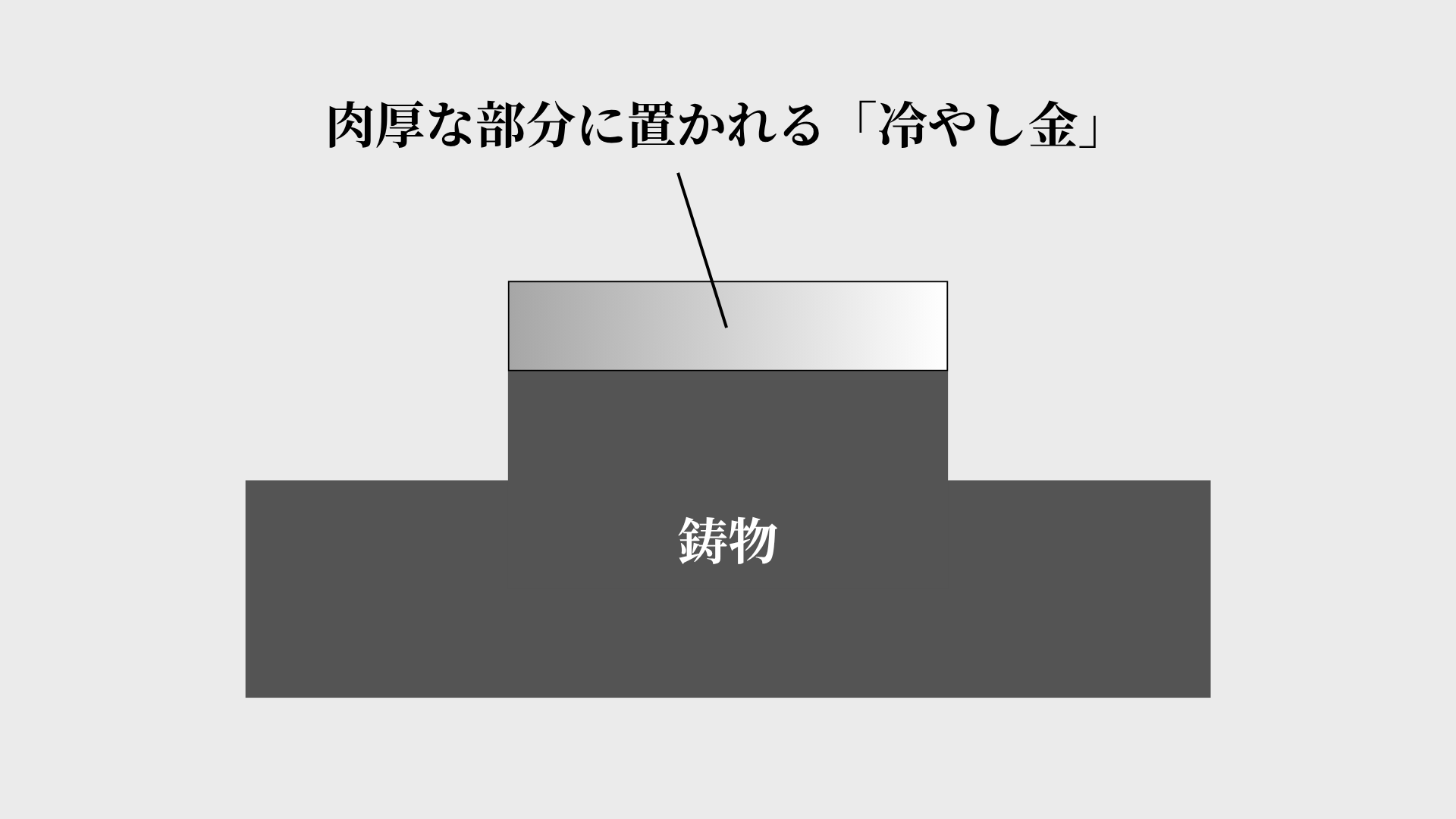
ガス抜き
鋳型や溶湯から発生するガスを排出するもので、型の上部に置かれます。
揚がりと似たような性質を持ちます。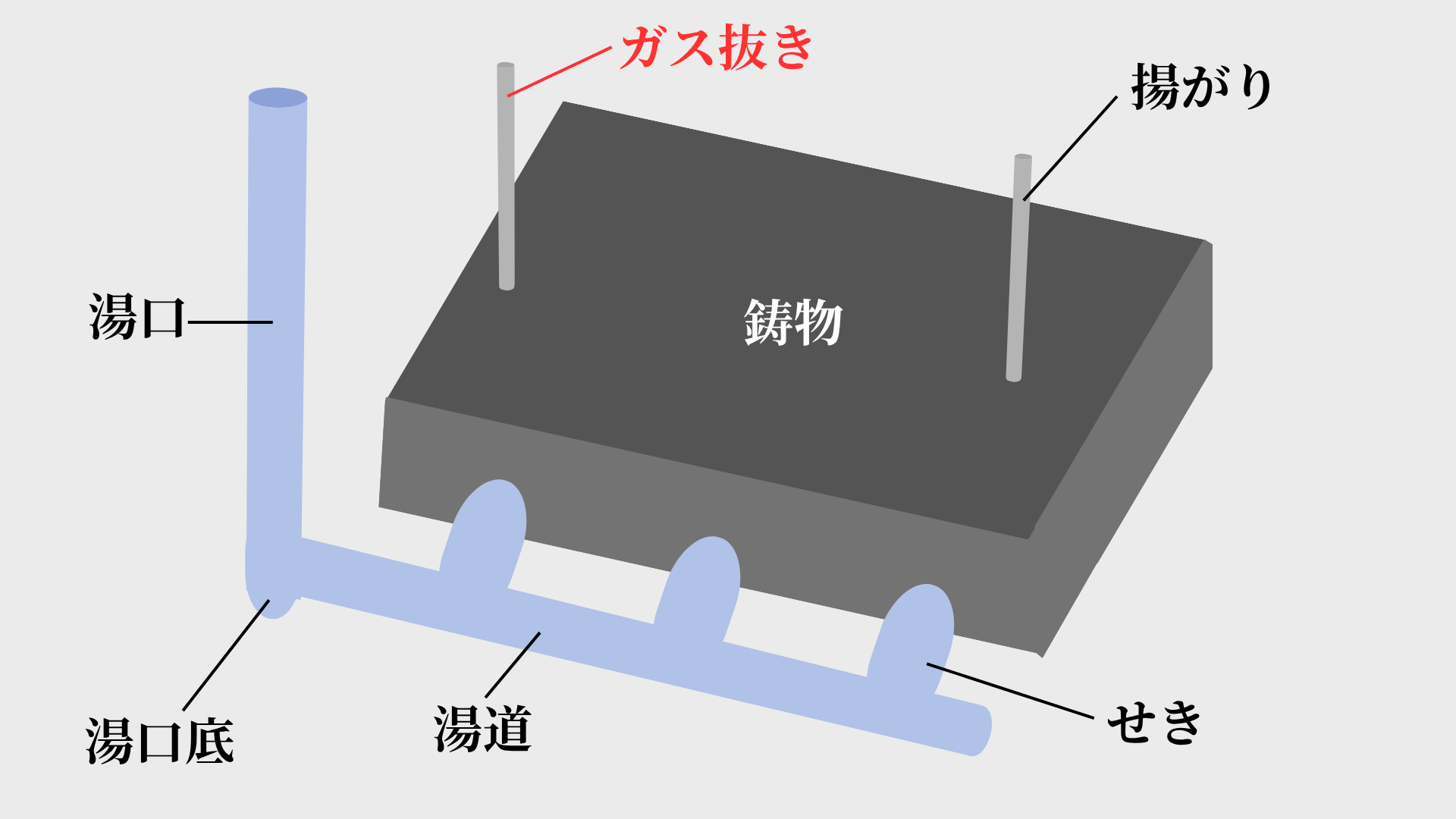
鋳造方案を設計するときのポイント5つ
この章では鋳造方案を設計する際に抑えるべきポイントをご紹介します。
品質
やはり品質は非常に大事です。
鋳造では欠陥が生じやすく、特に鋳込のやり方によって品質が左右されます。
そのため、鋳造方案で最適なやり方を考え、シミュレーションで確認することによって、精度の高い製品を作ることを目指しましょう。
コスト
鋳造方案を適切に設計することはコストの削減にも繋がります。
まず、材料の無駄をなくすことができます。
また、一発で製品が出来ればロスがなくなります。
鋳造方案を設計する際はコストの最適化についても頭に入れておきましょう。
生産性
鋳造では生産性も大事なポイントです。
無駄のないプロセスで鋳込を行い、さらに不良品が発生する確率が減れば、生産性は高くなります。
そのためには鋳造方案で
・溶湯が均一に流れるようにする・冷却速度を管理する
・押湯を適切に行う
こうした点をクリアできるように工夫する必要があります。
鋳込時間や鋳込温度
鋳造方案を設定する際は鋳込時間や鋳込温度についても検討しましょう。
なぜなら、この2つも不良品を作り出す原因となるからです。
例えば、鋳込速度が遅ければ先に入った溶湯の冷却が始まり、欠陥が発生しやすくなります。
また、温度が低すぎても途中で金属が固まる原因になります。
適切な時間や温度は金属の材質などによって変わるため、製品ごとによく考える必要があります。
最新技術を用いる
シミュレーションの際には最新のシステムを用いることでより正確なデータを集めることができます。
シミュレーションでは次のようなことを知ることができます。
・湯流れの様子
・凝固の様子
・温度の変化
・欠陥の予測
また、結果に応じて、より最適な鋳造方案を導き出すことも可能です。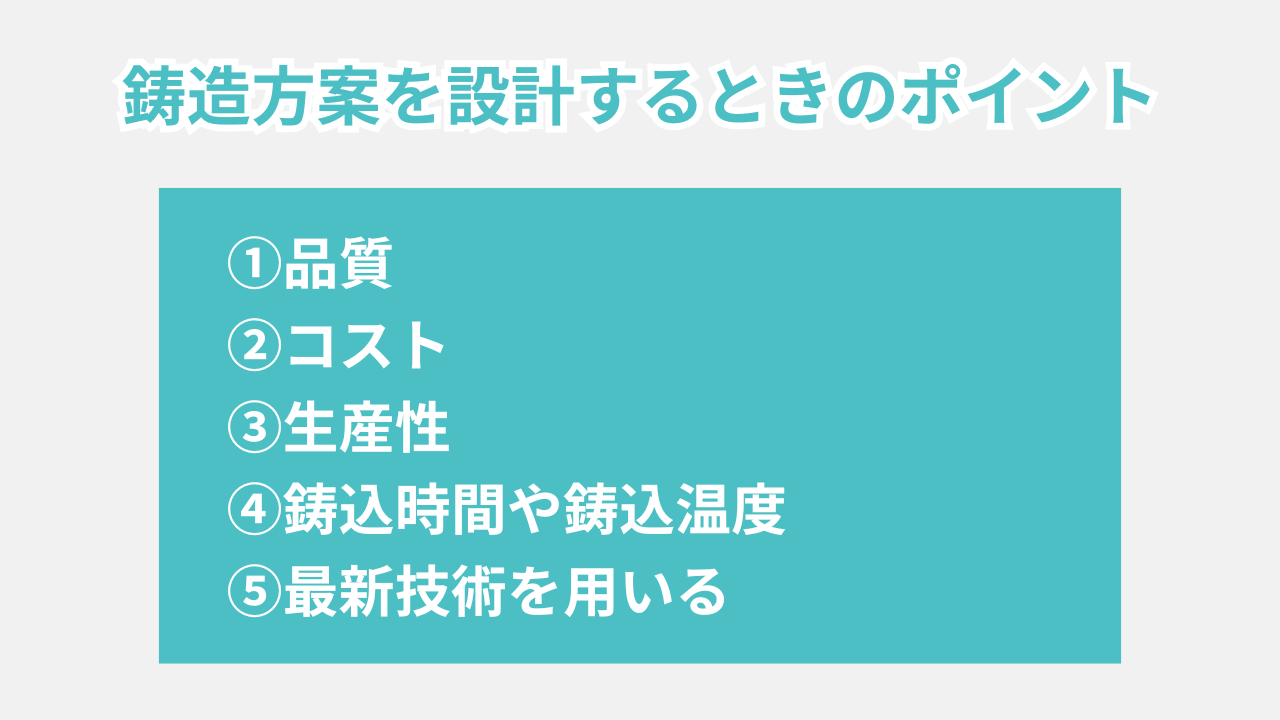
まとめ
鋳造方案とは鋳込工程の設計や企画を行うことです。
鋳造姿勢、押湯、湯口など、様々な面を検討する必要があり、それぞれにおいてベストな方法を見つけることで品質が高い鋳物を作れて、不良品が発生する確率も減ります。
ブログ一覧へ